What does Distributed Numerical Control (DNC) mean?

In the age of Industry 4.0, where everything is networked, a platform is needed that manages and controls the manufacturing data, information, and processes of a component. This prevents unsecured data from being distributed via computers or machines on the shop floor and requires employees to ensure that the correct data is used.
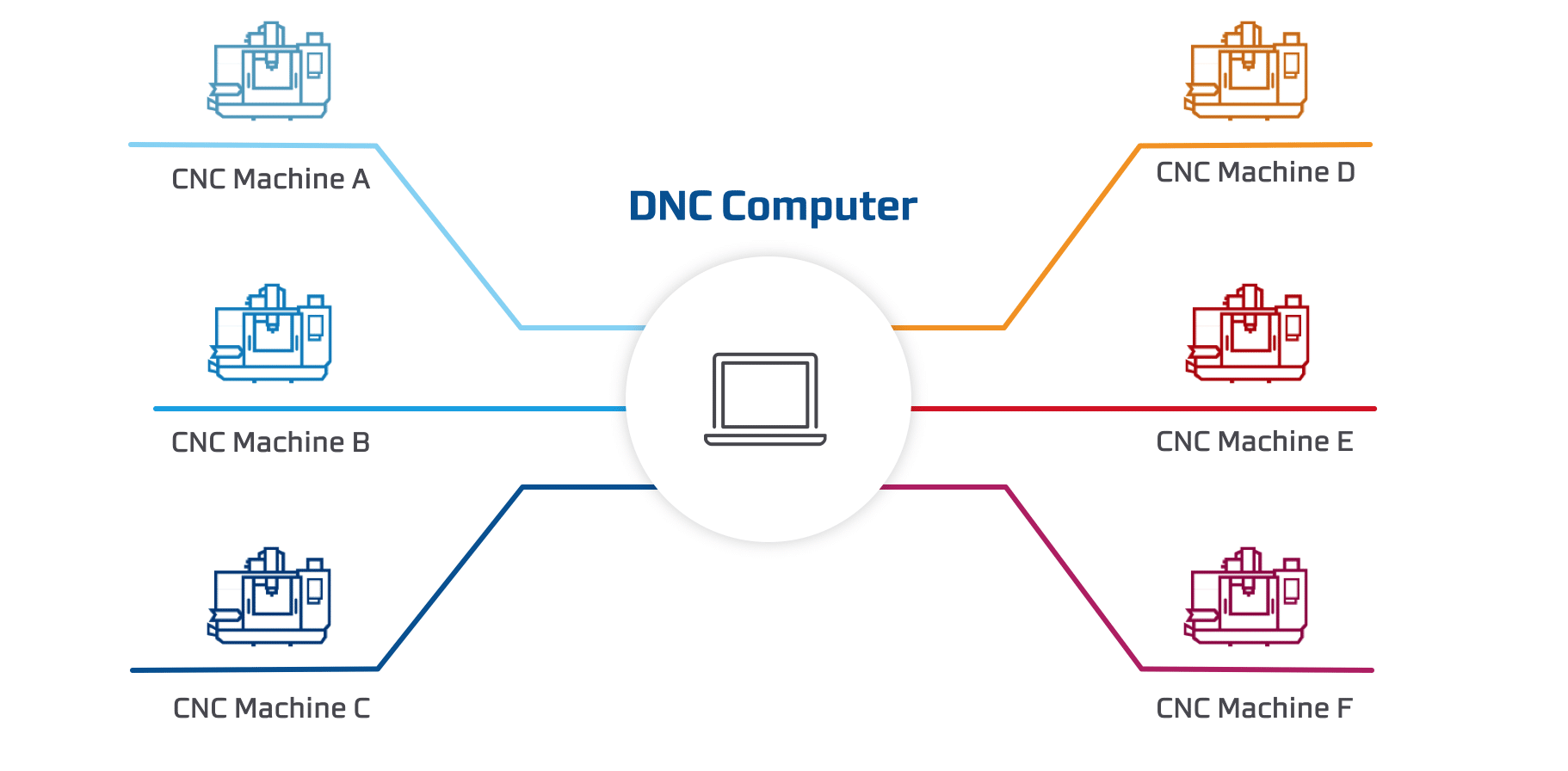
This is where Distributed Numerical Control comes into play. Distributed Numerical Control (DNC for short) comes from manufacturing technology. Here, computer-controlled machine tools are integrated via a LAN or WLAN. These are NC systems that are connected to a computer. If necessary, the programs used for machining are loaded directly into the machine’s control system by the DNC system via a central server.
The features or tasks of DNC systems are:
- Managing and promptly distributing control information to NC machines.
- Acquisition and evaluation of operating and measurement data.
- Changing the control data.
In earlier times, punched tape or diskettes were used for this purpose. The rapid development of network technology has replaced this obsolete technology. Today’s CNC machines, therefore, have an Ethernet interface. This makes it possible for the CNC machines to be integrated into their local network. Nowadays, the Client-Server architecture is used. Distributed Numerical Control (DNC) is an application on a central server. The NC programs are managed directly via a database. DNC is an essential component in production because DNC enables traceability in production. It ensures that every communication between the program and the CNC machine is logged. The whole thing is managed within a closed system by the DNC. The DNC records any attempt to manipulate an NC program. Therefore, the DNC is irreplaceable, especially in industries where sensitive data is used. Industries with sensitive data include, for example, medical technology, the automotive industry, and the aircraft industry.
There are two levels of how DNC can be integrated. One is a database-based DNC solution. This ensures the following:
- Manufacturing data generated by a CAM system are access- and revision-proof for the machine operator.
- The NC programs are loaded and returned as optimized programs.
The second stage of how DNC can be integrated is even more effective. Here, a PLM solution is integrated directly. A continuous process chain can be realized here, starting from the idea to the finished product and back.
Digital Numerical Control (DNC) further develops Computerized Numerical Control (CNC).
What are the advantages of a Distributed Numerical Control (DNC) system?
- Direct, secure access to all production data and information that has been released
- There is no redundant data or data chaos within production
- A continuous improvement process is possible because optimized NC programs are sent back
- PLM integration enables a secure, continuous process chain in process control
- Partial information, such as 3D models or drawings, is accessed directly
- Throughput times are shorter
- Rejects are avoided
What is an NC machine ?
This is a numerically controlled (NC = numeric control) tooling machine. Such a machine automatically creates a tool piece based on individual machining steps. The sequence for this is specified by an NC program, which reads in the data from a data carrier (e.g., USB stick). The control unit of the NC system then evaluates this data.
Typical applications of an NC system include:
- Drilling
- Milling
- Welding a complex part, where more extensive tasks are involved

What is an NC program?
NC systems are controlled with an NC program. Particular programming languages, such as Exapt and Apt, are used.
The tasks of an NC program include:
- Determining coordinate values for the controlled axes of an NC system
- Monitoring machine states
- Positioning the machine
- Carrying out deviation calculations, for example, target/actual comparison or tolerances

CNC – Computerized Numeric Control
Computerized Numeric Control (CNC) is an electronic method of controlling and regulating machine tools (so-called CNC machines) or the devices used for this purpose, such as controllers or computers.
Computerized Numeric Control evolved from Numeric Control (NC). With numeric control, the program commands for controlling the machines were not available as a complete computer program but were read in the record by record from punched tape.
CNC technology emerged around the middle of the 1970s. It made it possible to rationalize continuous and on-off production. At the same time, it enabled faster and more precise movement of axes and tools.

The market development of CNC
As early as the 1980s, there were efforts to make CNC easier to program and enable DIN programming. This led to workshop-oriented programming (WOP), which had a better CAD-like program interface. WOP is particularly popular in woodworking and plastics processing based on CNC machining centers and individual parts production.
Distributed Numerical Control (DNC), described above, is used alongside CNC. DNC provides for the networked division of labor. DNC programming is increasingly replacing CNC, especially in single-part and small-batch production. Machines no longer have to stand still during programming or only stand still for a short time. This means that the devices are used more productively.
A lot has happened in the CNC control market in recent years. Soft CNC is increasingly replacing the previous, hardware-controlled CNC variant. The control functions are no longer controlled by hardware as electronic control loops but by software via an industrial computer.
This system has the following advantages:
- The soft CNC variant costs considerably less than the hardware-controlled variant
- It is easier to maintain
- It can be expanded and adapted more easily
Methods and rules in computer control
There are different methods in computer controls that automatically position devices, workpieces, and tools:
- A machine axis that is switched moves independently to the appropriate target position after it is switched on, completely without position sensing. The limit switch switches the axis off independently as soon as it has reached the target position.
- A machine axis whose movement is preset but does not need to be checked and corrected is called control.
- Several nested control loops control a machine axis that functions in a controlled manner through a corresponding computer.
- One speaks of interpolated machine axes when these offset their nominal position against each other, and thus their manipulated variables influence each other.
The tool that is to be given a specific shape and the technology to be used is realized by an NC program. Invisible to the operator, a geometry program and an interpolation program calculate support points in the grid of the position controllers in the background. The coordinates of the interpolation points represent the nominal position of the axes involved in the interpolated movement. The NC program makes the specifications, while the interpolator uses a machine image consisting of controller cascades.
These describe the dynamic and kinematic properties of the controlled axes. Feed, jerk, and acceleration are coordinated and delimited as the axes manage. Encoders are used for position detection, which receives the corresponding position coordinates for calculating the manipulated variables as actual values. Control motor currents maintain precision as far as possible during machining, regardless of whether sudden material interventions and thus load changes occur. This also makes it possible to compensate for the jerk caused by various changes in speed, for example, when changing from a straight line to a circular path. If this compensation is missing, the contour can be violated. The formerly joint, the dragged operation is now primarily replaced by speed pre-control, so that given contours can be produced much more precisely.
These types of control are available
A CNC machine tool is controlled directly by a computer integrated into the control. The laptop is equipped with position, rotation angle, and status sensors and records the ACTUAL status. After calculating the interpolation to the SET state from the CNC program, it regulates the control of the motors and other machine elements.
- Point-to-point control or PTP control: With point-to-point control, the endpoint of the movement is defined. The machine then moves to this point in the fastest possible way. There is no graduated movement of the speed, as the drives run as quickly as possible to the endpoint. This type of movement no longer takes place in machine tools but only in simple punching machines, drilling machines, gripping robots, etc., which travel a predefined distance. Since the movement sequence is rigid and undetermined, collisions are hazardous for people.
- Line control: This is broadly similar to point control. In contrast to point control, speed movement can be controlled more precisely. Both the speed and the position are held on one axis at a time. This makes axis-parallel movement with work feed possible. Only small and specialized machines, such as in the training shop, jig making, and groove milling machines, use this type of control.
- Contouring control: Contouring control is very flexible. It uses many process movements with at least two axes controlled simultaneously. Contouring control uses interpolated and controlled axes. Interpolation means that the axes, which move independently of each other, are synchronized so that the tooltip follows the path specified by the program. In this case, the 2D path control can run any contours with two fixed axes. For lathes, this type of movement is sufficient. If the operator chooses between the interpolated and controlled axes, this is called 2 1/2 D path control. This type of control is the standard today for lathes with driven tools. One speaks of 3D control when three axes are interpolated with each other. 3D control is used as a standard on milling machines. Since path controls are complex, they must have sufficient sensor inputs manipulated variable outputs and correspondingly powerful software.
Machine axes with modern controls
Modern controls can manage and control more than 30 axes. It is possible for several machine parts, which are virtual and independent, to be divided. By using three axes, X, Y, and Z, perpendicular to each other, any point in the machining area of a machine tool can be reached. Thus, all possible paths can be interpolated, but only if the rotating mechanism is perpendicular to the cross table. A hole below the 45-degree angle makes it necessary to rotate the workpiece or the tool. It is possible to rotate or tilt the machine table on many modern machines to perform further contouring operations. On older machines, the rotary axes were switched or controlled. On today’s (current) devices, the machining centers manage and interpolate these axes. With the 5-axis machining of today’s milling machines, excellent surface quality is achieved.
How CNC is programmed
CNC programming consists of different types of programming:
- Off-machine programming
- Near-machine or machine-bound programming
How is programming carried out?
- Manually: programming is done without technical aids, directly on the machine.
- Machine: using CAD/CAM, a 3D model is converted by a post-processor into a program that the device can understand.
- Programming via dialogue: Here, parameters are queried and integrated into the program. Examples of this are DIN-PLUS, Turn Plus, etc.
- Programming the parameters: Here, the operator can’t edit the actual program.
The following programming methods are available:
- Teach-in: Points on the actual part are approached.
- Playback: Recording and repeating, for example, with the paint spraying robot.
- Work preparation: Here, programming is done manually, directly at the machine.
- Workshop-oriented programming: By dialogue/graphics. This programming is problematic if the actual part is too complex. In addition, a maximum time of 45 minutes for programming is legitimate. The programmer may be distracted by loud background noise at the machine and thus make mistakes during programming.
DIN 66025/ISO 6983 specifies the record and address structure for the numerical control information to be transmitted. The advantage is that a DIN program will work on any CNC machine. However, for almost all devices, there are special commands, such as cycles, which are only understood by this particular machine. Processes are globally running programs that contain parameters or variables with which, for example, bores are described. Cycles make programming more accessible and more transparent.
The advantages of CNC control
CNC control offers the following advantages over other methods:
- Easy machining of more complex shapes, such as 3D geometries
- Precise working of the machine with high accuracy despite high speed
- Programs are stored. This makes series production possible, as many identical parts can be mass-produced
- There is no longer a mechanical connection between the main drive and feed drives. This offers the possibility of new machine concepts.
Do you want to know more about this topic or our products?
We will be happy to answer any open questions.