Digital Shop Floor Management: Achieving great things in small steps
Manufacturing companies have to overcome enormous challenges: rising energy costs, sudden fluctuations in orders, delivery bottlenecks, climate protection measures. The key to overcoming these challenges lies in more efficient production. Digital monitoring of shop floor processes plays a central role in modern shop floor management, which also relies on visual management.

Digital shop floor management enables effective control and planning of manufacturing processes
What is digital shop floor management?
The production level is also known as the shop floor. Accordingly, digital shop floor management means that software solutions are used to monitor and control operations and processes in a factory. Managers play a decisive role in this by being directly present on site and actively collaborating with employees at the point of value creation.
Digital shop floor management enables effective planning and coordination of manufacturing processes. By digitally recording and evaluating signals and data from existing and new machines and components, companies can achieve considerable efficiency and resource savings. These are necessary in order to successfully meet the aforementioned challenges.
Digital shop floor management is not intended to completely replace analog methods, but aims to use software to enable employees to quickly and permanently eliminate waste in ongoing operations and existing processes.
Core aspects of data-driven shop floor management
Real-time data collection: Key production data is collected directly at the machines and systems in real time in order to determine key figures such as overall equipment effectiveness (OEE), bottlenecks and cycle times. Such first-hand information, seamlessly communicated between managers and employees, significantly improves decision-making and also avoids misunderstandings.
Visualization of the data: Process and performance key figures are visualized in a user-friendly way.
Integration of assistance systems: Innovative software solutions for special functions such as ‘machine learning’ or ‘predictive maintenance’ can be integrated.
Knowledge management: The structured and cross-location storage and use of knowledge and exemplary processes (best practices).

Studies by McKinsey show that digitally controlled production creates significant added value – source: http://tinyurl.com/2mqfumwj
Main advantages of digital shop floor management
The advantages result from various aspects of a digitalized production routine:
- Optimized machine operation: Automated controls improve process efficiency and make maintenance requirements more predictable.
- Flexible production: Digital control systems enable quick adaptations to changing customer requirements or market conditions.
- Resource-saving production: Optimized energy consumption and better process planning reduce costs.
- Real-time process optimization: Real-time analyses of production data enable quick decisions to be made in the event of unplanned downtimes.
- Continuous improvement process (CIP): Historical data analyses help to permanently eliminate recurring errors.
- Sustainable and structured problem-solving: Systematic and continuous processes such as W. E. Deming’s PDCA cycle (Plan – Do – Check – Act) ensure continuous improvement processes.
Concrete added value and fast ROI
Every dollar invested in digitalization pays off. Even with only partially digitally controlled production, a quick return on investment (ROI) is possible.
An effective target management system with digitally recorded KPIs helps to achieve short and long-term projects in a transparent and structured manner. Studies by McKinsey show that digitally controlled production creates significant added value, including:
- a 15 to 30 % increase in labor productivity,
- 30 to 50 % less machine downtime.
Step 1: Laying the digital foundation – connectivity for existing machines
First, the foundation for digital production must be laid – standardized data. The first step towards digital shop floor management is therefore the digital connection of existing machines and other components in the factory, the central place of value creation in manufacturing companies.
“Without a basic digital infrastructure, we cannot benefit from new technologies,” explains Ricardo Dunkel, Technical Director of the European Open Industry 4.0 Alliance initiative. “If the foundations are not there, how can we benefit from the new technologies?” says Ricardo Dunkel.
He recently analyzed in the magazine Industry of Things that “in many places and many companies, we are still at the beginning of data procurement, analysis and utilization”.
Launch a pilot project with a small number of machines
The basic rule is: don’t try to do everything at once. A cross-border digital connection of existing machines, for example, is challenging. Companies should therefore start in small steps, for example with a pilot and the digitalization of three to five machines at one location. This is particularly advisable for companies that are still at the beginning of their digital transformation.
A modern connectivity solution such as AC4DC from FORCAM ENISCO ensures both a seamless connection of different machine types and controls and the harmonization of all collected signals into a uniform data model.
At the same time, a cultural transformation needs to be initiated. Managers play a decisive role in this. They should act as coaches and mentors, communicate cooperatively and accompany every problem solution in order to achieve continuous process improvements.
Step 2: Run real-time analyses with an MES
Once the existing machines and new systems are networked and a standardized data model has been generated, real-time reports and historical analyses can begin. These are made possible by specialized software solutions known as Manufacturing Execution Systems (MES).
Every company has very different requirements – depending on individual production scenarios, existing IT architectures and desired solutions. Modern MES systems are therefore characterized above all by modularity and integration capability and enable the interoperability of all systems and applications.
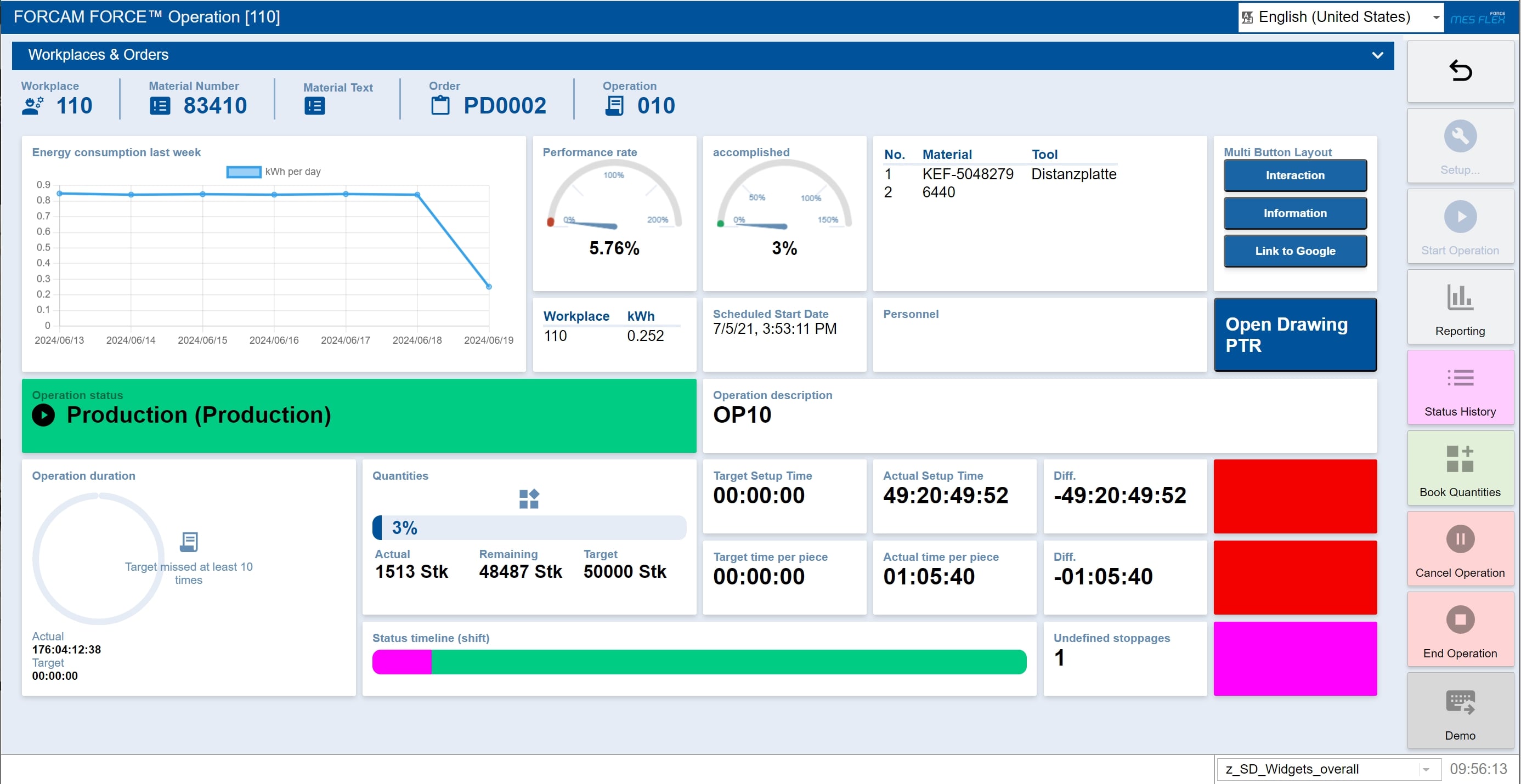
Everything at a glance: User-friendly worker terminals such as those in the MES FLEX solution from FORCAM ENISCO are critical to success in digital shop floor management
MES as central data hubs
In line with the ever new digital possibilities in production, proven MES solutions such as those from our company (MES LITE, MES FLEX and E-MES) have evolved into powerful central data hubs.
“The monolithic approach is a thing of the past,” says FORCAM ENISCO expert Dr. Alexander Schließmann. Instead, modern MES systems are now open to integrating third-party solutions and IIoT (Industrial Internet of Things) applications.
Again, it is managers who play a decisive role in the implementation and use of MES systems. They must constantly guide and orchestrate the selection, integration and effective use of these technologies.
Practical example: correlating energy and power data
A supplier group from the automotive industry wants to achieve CO₂-neutral production by 2035. The subsidiaries are responsible for implementation. One of these subsidiaries is a customer of FORCAM ENISCO. The factory team there has digitally connected the most important machines in order to achieve greater energy efficiency.
To do this, the team uses software to correlate the performance data of machines with their energy data so that they can use the most energy-efficient machines for each order. In this way, energy consumption has been reduced by more than 20 percent in recent years, while processes have remained the same and production volumes have increased.

Before selecting a suitable MES solution, users should ask the respective provider about important points
Step 3: Networking the shop floor and top floor
In step 3, the networking of shop floor and top floor – i.e. the integration of digitally connected machinery with enterprise resource planning (ERP) systems, customer relationship management (CRM) systems or warehouse management systems – brings further significant added value.
The result is a consistent database in both production and planning – all systems work with the “single source of truth”. The source is the data from the ‘place of value creation’, i.e. data-driven production.
Practical example: How digitally recorded key figures help factory tea
The following example of order planning shows how important it is for the teams on the shop floor and top floor to work with the same data:
A new AVO – work process – is scheduled in business planning. The system assumes a production capacity of – theoretically – eight hours a day at 60 parts per hour. The production plan therefore provides for 480 parts per day.
But the factory team can’t manage that. The production manager had to listen to the accusation that work was obviously slower than planned.
The OEE key figure provides a remedy
The overall equipment effectiveness is then determined digitally – using the key figure OEE (Overall Equipment Effectiveness). It records the realistic production capacities because it includes downtimes and reasons for downtimes that factory teams are confronted with: Set-up, maintenance, repairs.
However, these times had previously not been taken into account in the corporate planning system. Result: With the digitally calculated OEE, the factory team was now measured against realistic production figures.
Parallel momentum: a continuous improvement process (CIP)
The example also shows that managers play a decisive role in the use of key figures for production planning. They must ensure that the key figures are calculated and interpreted correctly.
This is why every digital transformation only flies with two wings – a technological wing and a human wing. In other words, digital shopfloor management will only be successful if the people who are to use the technology are also convinced of its benefits.
CIP, the continuous improvement process, has proven to be the “engine of motivation”. Digital shop floor management provides the objective key figures for the CIP, which all teams can use as a guide.
Essential: training teams on the systems
Every CIP controlled by key figures leads to a change in motivation among managers and employees. Guiding principle:
‘We have all the tools in our hands to improve our team and take responsibility for creating greater added value. In this way, we contribute to the competitiveness of the company and thus to securing the location and jobs.
Employees must therefore be continuously trained in the use of shop floor management systems. In turn, managers play a key role in ensuring that the desired motivation is generated.
Understanding processes and technology – that motivate
The introduction of new IT is always a cultural challenge: it entails changes to the way of working and the working environment. Only if employees understand the desired processes and the required technology will they be motivated to use them in a targeted manner and integrate them into their changed work as a matter of course.
FORCAM ENISCO expert Alexander Schäfer: “Every employee, regardless of their job and training, should understand how production-relevant data must be recorded, interpreted and reported back.”
Communicate successes widely
The greatest motivator is success: good results should therefore be widely communicated right from the start. Encourage and reinforce the efforts of your employees in order to steer the project into calm waters in the long term. Major successes should be celebrated together – this will keep the transformation team motivated.
As many departments as possible should be involved in communicating success. The aim is to show how the improvement measures affect the company’s success. This activates employees and inspires them to continue with the CIP.
Summary
Today, the challenges facing the manufacturing industry, such as energy costs and uncertain supply chains, can only be mastered with software solutions for the factory. The longer-term paradigm shift – product life cycles are becoming shorter, customers want more and more product variations – can only be mastered with software support.
In industry, value creation takes place in the factory. Digital shop floor management must therefore be the main focus if companies are to continue to achieve their long-term goals such as sustainable profitability and competitiveness.
Mastering growing complexity in day-to-day production
Modern production today requires both the selective optimization of individual machines and an overview of the overall process. The aim is to master the growing complexity and diversity of variants in day-to-day production.
The prerequisite for this is digital shop floor management. Regardless of the size of the company, there are suitable software solutions for data-driven shop floor management to significantly increase efficiency and productivity.
- High-performance connectivity solutions for existing machines (AC4DC| EDGE CONNECT)
- Historical and real-time analyses with a Manufacturing Execution System (MES FLEX | E-MES)
- Hybrid deployment options for on-premise, edge and cloud architectures
The right technologies together with a professional CIP – Continuous Improvement Process – make it possible to significantly increase efficiency, productivity and flexibility in production in a short space of time.
Discover more:
- White Paper: Advanced Shop Floor Management
- Blog: Why Shopfloor Management is necessary and important – definition & elements
- White Paper: A head start in the digital age with MES
- MES LITE: The entry-level solution for digital production
- MES-FLEX: The modular MES solution for the smart factory (forcam.com)