Highly diverse machine facilities connected simply and digitally – Episode 2: Assembly Line
Smart Factory processes (known increasingly under the term Industry 4.0) pass through several stages: connectivity, visibility, transparency, predictions and adaptability – all the way to digital services complementing the production process. This applies in particular to “brownfield” plants, i.e. existing machine facilities. At the heart of it all is connectivity. This must be incorporated in a holistic OT/IT architecture right from the outset. FORCAM and SAP offer this holistic architecture with the SAP Digital Manufacturing Cloud.
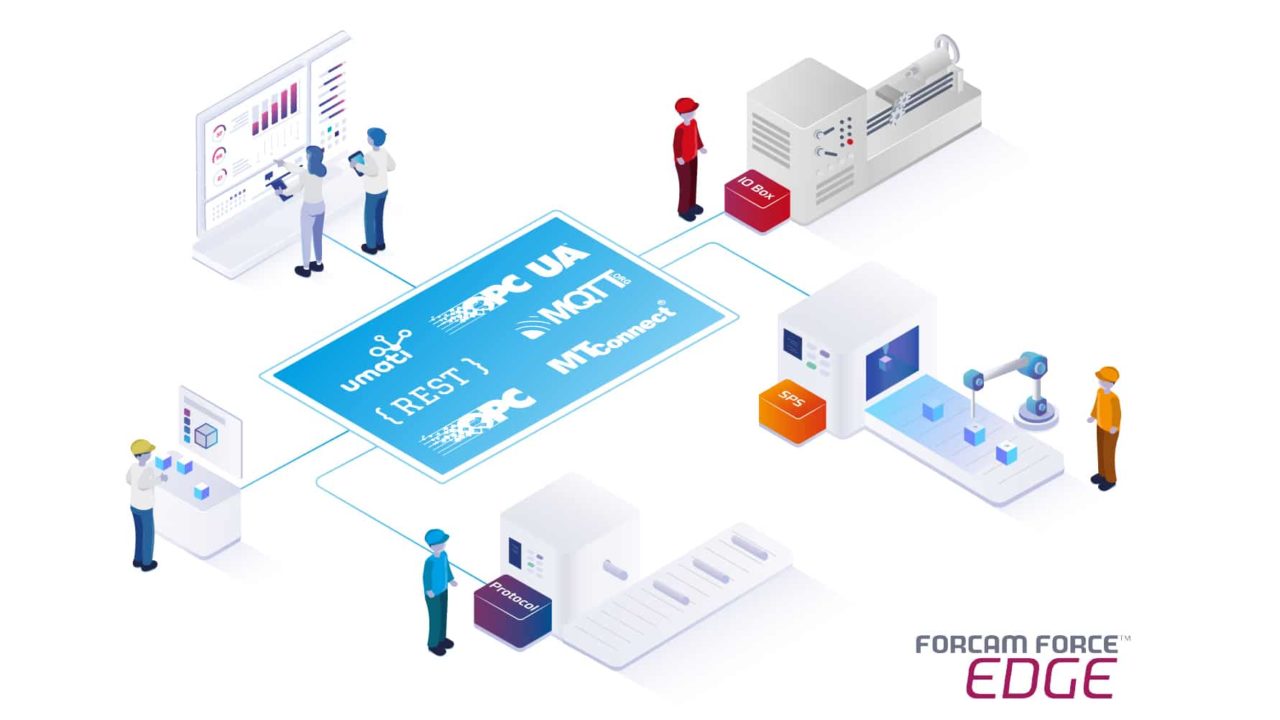
In six articles for common machine types, we outline how companies can use the EDGE CONNECT connectivity layer to connect all machines – regardless of manufacturer, vintage or control system – and process the data for example in the SAP DMC (Digital Manufacturing Cloud) or SAP ME/MII.
Episode 2: Assembly Line
Factory assembly lines involve highly complex processes – from the delivery of raw materials and parts to actual assembly, painting and coating work, storage and delivery. Accordingly, assembly lines come in all shapes and sizes. As a result, installing and running an assembly line calls for sophisticated planning of workflows and logistics. Cloud-based, data-driven manufacturing offers the greatest benefits.
To simplify matters, the following example of an assembly line assumes that it is composed of a succession of manual assembly lines representing a logical progression.
Data inputs
As per standard practice when designing assembly lines, attention must be given to where data is to be obtained. It is possible to
• collect the data at each individual assembly stage via a corresponding work center control system
or
• acquire the collected information only at the end of the assembly process via a master controller.
In the case in hand, acquiring the data via a master controller is much easier in terms of overall implementation rather than entering it at each individual work center.
Manual assembly work center
When planning the target architecture of a manual assembly work center, attention must be paid to the relevant quality gates in the assembly process and how this information is to be incorporated into the overall assessment of the work output. Furthermore, the selection of suitable plug-ins for communication with the individual control systems at the work centers needs to be incorprated into the target architecture.
The work center control systems or the master controller send data via the plug-ins to the “EDGE CONNECT Machine Connectivity and Model” module.
There, the received data is collated into a semantic data model, i.e. each signal is given its specific meaning. This semantically prepared information is then transferred via standardized machine events to a third-party system, for example the SAP DMC (Digital Manufacturing Cloud) or SAP ME/MII.
Author: Marc Fröschl (Product Owner)
Your contact person
You want to learn more about the topic? As your contact person, I will be happy to answer any open questions you may have about our solutions. You can reach me at: Oliver.Hoffmann@forcam.com
