Heterogene Maschinenparks einfach digital anbinden – Folge 3: Palettenmaschine

Höhere Varianzen und kleinere Losgrößen zwingen Unternehmen zu mehr Flexibilität und Agilität in der Produktion. Dies ist gerade mit Anlagen aus dem „Brownfield“ dann schwer zu realisieren, wenn diese Maschinen gar nicht darauf ausgelegt waren, in einem Industrie-4.0-Umfeld flexibel eingesetzt zu werden. Dafür bedarf es einer Weiterentwicklung des ISA-95 Stacks hin zu einer digitalen Produktionsplattform. Mit SAP hat FORCAM einen Partner gefunden, bei dem die Brownfield-Anlagen mit dem Connectivity-Layer FORCE EDGE CONNECT unabhängig vom Baujahr angebunden und mit der digitalen Produktionsplattform der SAP verbunden werden können – ohne dass hierfür Maschinen oder Anlagen ausgewechselt werden müssen.
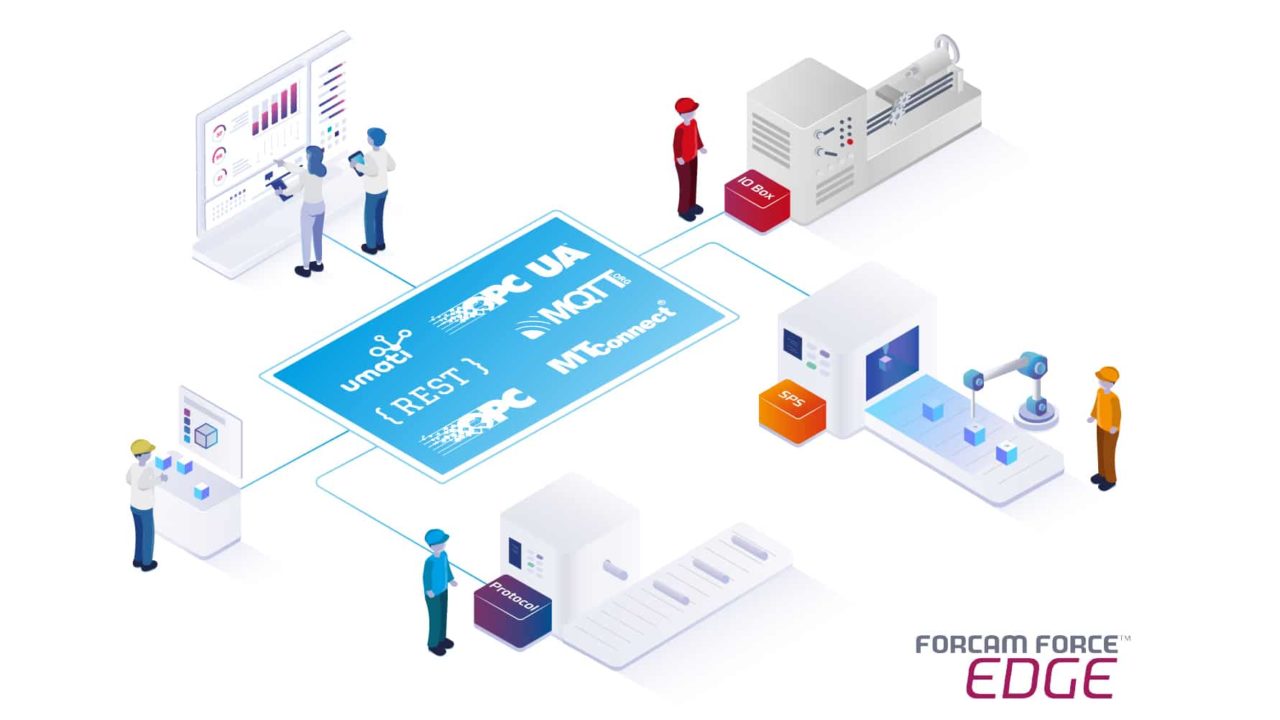
In sechs Beiträgen für gängige Maschinentypen skizzieren wir, wie Unternehmen mit dem Connectivity-Layer FORCE EDGE CONNECT alle Maschinen – unabhängig von Herstellern, Jahrgängen und Steuerungen – anbinden und die Daten beispielsweise in der SAP DMC (Digital Manufacturing Cloud) oder SAP ME/MII weiterverarbeiten können.
Folge 3: Palettenmaschine
In der fertigenden Industrie sind zahlreiche Maschinen im Einsatz, die mit Paletten arbeiten. Diese „Palettenmaschinen“ müssen in der datengesteuerten Fertigung (Data-driven Manufacturing) gesondert betrachtet werden, weil bei ihnen in aller Regel zur selben Zeit mehrere Arbeitsvorgänge aktiv sind.
Kennzeichnend für diese Maschinenart ist daher, dass mehrere Paletten vorhanden sind, die zu unterschiedlichen Zeitpunkten aktiv in der Maschine bearbeitet werden. Das ist beispielsweise bei Maschinen der Fall, die über eine gesonderte Vorrüst-Palette verfügen. Das heißt, eine Palette wird aktiv in der Maschine bearbeitet, während die andere Palette einem Vorrüstvorgang unterzogen wird. Auf dieser Maschine sind also zur selben Zeit mehrere Arbeitsvorgänge aktiv, die einen unterschiedlichen Arbeitsstatus besitzen – zum Beispiel in Produktion oder in Rüsten.
Referenzmaschine, Plug-ins, Arbeitsprozess, Zielarchitektur
- Referenzmaschine
Bei der Auswahl der Referenzmaschine sollte gefragt werden, über wie viele Paletten diese Maschine verfügt. Das Hauptaugenmerk liegt auf dem Vorrüsten von Arbeitsvorgängen auf Trägerpaletten.
- Plug-ins
Bei der Auswahl der maschinenrelevanten Plug-Ins stellt sich die Frage nach netzwerkfähigen Steuerungen zum Abgriff von Signalen oder auch dem Übertragen von NC-Programmen.
- Arbeitsprozess
Bei der Analyse eines unternehmensindividuellen Arbeitsprozesses an der Palettenmaschine wird das Hauptaugenmerk auf die Auslösesignale gelegt. Diese Anforderungen werden gegen das FORCAM-Lösungsportfolio gemappt.
- Architektur
Die datengesteuerte Architektur für die Maschinenanbindung sieht vor, dass die Anlage beziehungsweise die netzwerkfähige Steuerung Signale / Informationen über die FORCAM FORCE™-Plug-Ins an das Edge-Modul „FORCE EDGE CONNECT Machine Connectivity and Model“ liefert. Dort werden den Maschinensignale einer entsprechenden Semantik zugeordnet. Die Maschinensignale mit der zugehörigen Semantik werden in Form von harmonisierten und standardisierten Maschinenevents an ein übergeordnetes System weitergeleitet, beispielsweise SAP DMC (Digital Manufacturing Cloud) oder SAP ME/MII.
Autor: Marc Fröschl (Head of Product Management)
Foto: Hermle AG – www.hermle.de
Serie: Heterogene Maschinenparks einfach digital anbinden
Sie wollen mehr zu diesem Thema oder unseren Produkten erfahren?
Gerne beantworten wir Ihnen offene Fragen zu unseren Lösungen.
