Why Shopfloor Management is necessary and important – definition & elements

Shopfloor Management Definition
The shopfloor, “workshop”, or “factory floor” is the place where value is created. Shop floor management therefore describes the control of manufacturing & value-added processes through the active presence of managers at the place of action. Continuous improvements and optimizations of the processes at exactly the place where the employees are working are the main goals of Shopfloor Management. But there is more to Shop floor Management. Not only the processes directly on the shop floor should be optimized, but also the management and leadership tasks and the associated work culture. In order to achieve these goals, there are four essential components of shop floor management. These will be discussed in more detail in the following section.
But before we look at the four components, we will go into a review of the basic characteristics of shop floor management:
Culture – The manager as coach and motivator
In Shopfloor Management, the manager should act more as a coach and motivator for the employees and less as an authoritarian superior. The aim is for managers to develop and promote an error-positive culture and to refrain from assigning blame, because the credo of Shop floor Management is: you can learn from your mistakes. Like a coach, managers should motivate, qualify and inform employees.
Communication – the foundation of improvements on the shop floor
Communication is essential in shop floor management to avoid misunderstandings and reservations. It takes place at the scene of the action. In this way, the manager receives first-hand information.
In shop floor management, key figures are on the visual management board – the current status of production is visible to all employees and is structured and visually presented by graphics and key figures. The team’s goal is clearly defined, actual-target deviations are recognizable and traceable. Running processes, possible problems as well as planned measures for improvement can also be found on the board. Employees tackle problem solutions independently, regardless of their level of education. Shop Floor Management promotes a continuous learning process.
CIP – The philosophy of continuous improvement
The continuous improvement process (CIP) of lean management forms an essential foundation of the shop floor management method. As a part of the continuous improvement process, employees constantly provide feedback on processes and contribute ideas for solving problems that are their own responsibility. It is a way of thinking that focuses on the continuous improvement of work processes in small steps, thereby increasing the competitiveness of the entire company.
Shopfloor Management – The Four Essential Components
SFM consists of four core components and, drilling down, an additional fifth component, which we will discuss individually below:
- Leading (on-site)
- Communicating with one another
- Presenting KPIs in visual form
- Sustainable problem solving

1. Leading (on-site)
Leading on site is an essential part of SFM. The Lean approach is clearly recognizable here and in turn includes three requirements or objectives that fall under the purview of leadership:
- Genchi Genbutsu & Gemba
- Hoshin Kanri
- Hansei
Hansei is about self-reflection and living an open-error culture. However, the aim is to refrain from blaming others and instead to create a positive-error culture. Mistakes are therefore considered valuable. This in turn should provide the opportunity to constantly improve and develop.
Genchi Genbutsu & Gemba means that employees are guided at the place where they work or where things happen. The word Gemba means production. The managers should be in the location of the place of production. A pitfall of some modern management techniques today is that they are too far away from the employees. They are often in meetings and conferences with customers and other managers all day long and oversee little of the actual day-to-day activities of their employees. The purpose of communicating closely with their employees is to help managers better empathize with and understand their employees on the one hand, and to develop a better understanding of the root cause of a problem and how to solve it on the other.
Hoshin Kanri is a leadership method that sets directionally defined goals from the highest level. The long, medium, and short-term goals are to be broken down to all areas, departments and teams of a company. This is achieved by defining smaller breakthrough goals. These are derived from the corporate vision. The entire company is then aligned with these transparent and uniform goals. A further step is to concretize the goals in terms of time and content at the lowest level. Hoshin Karan is also divided into three components: Daily Management, Crossfunctional Management and Hoshin Management. Daily Management ensures that employees are given clearly defined goals. Crossfunctional Management is responsible for ensuring that the goals of each area are aligned with each other. Finally, Hoshin Management aligns all areas and activities with corporate goals. Interface monitors ensure that key performance indicators are coordinated beyond their own area. There is also increased coordination with middle management.
2. Communication with one another
Communication is indispensable in today’s world. Be it in private or in business, nothing works without communication. Communication is a basic requirement for a manager. Only good communication prevents misunderstandings. Communication takes place at the place of action and not far away. The manager should promote the self-management skills of the employees. As mentioned elsewhere, the manager should act as a coach and not in an authoritarian manner. Communication with employees should take place at eye level. The manager should ask the employees questions that are intended to make them think. This type of questioning is intended to give employees a sense of claiming success for solving a problem for themselves. This, in turn, leads to employees being motivated to come up with their own solutions. This should also generate new ideas from the employees. In addition, the manager receives information first-hand and not via numerous detours. As a result, the decisions that need to be made take place directly at the point of action. Not only is communication between the manager and the employees important, but also communication with the interface representatives. This is the only way to ensure that any problems that may arise can be addressed and resolved as early as possible through the presence of the interface representatives. Only with functioning and well-regulated communication is it guaranteed that the information can be provided at the right time with the necessary quality and low expenditure of resources.
3. Present KPIs in visual form
Employees involved in the process must be able to answer the following questions:
- What is the team’s mission and goal?
- What metrics are being used to measure this?
- By how much does the ACTUAL state deviate from the TARGET state?
- What exactly are the processes and what are the problems related to these processes?
-
What measures are planned to solve these problems or what improvements can be introduced?
Various KPIs serve as a foundation, through which the whole shop floor should and can be visualized. Care must be taken to limit the KPIs to be visualized to what is absolutely necessary. The key figures serve both for controlling and as information for further planning. Only if the corporate goals are consistently broken down to the various process levels do they have a high value for SFM, since the processes are aligned with the customer and the individual processes for achieving the goals are clearly in focus. On the management board, the key performance indicators must be made visible that align the respective business unit with the company’s goals, and that are of decisive importance for the customer following its own process, as well as the key performance indicators that highlight potential problems and obstacles in the process. The so-called SMART principle plays a major role in the orientation of the key figures. The key figures must meet the following requirements:
- They must be specific (s = specific).
- They must be measurable (m = measurable).
- They must be accepted by the employee (a = accepted).
- The chosen target and limit values must be realistic (r = realistic).
- There must be a timeframe for implementation (t = timely).
The KPIs can be presented in different ways, such as quality, costs, deadlines, and people.

4. Solving problems sustainably
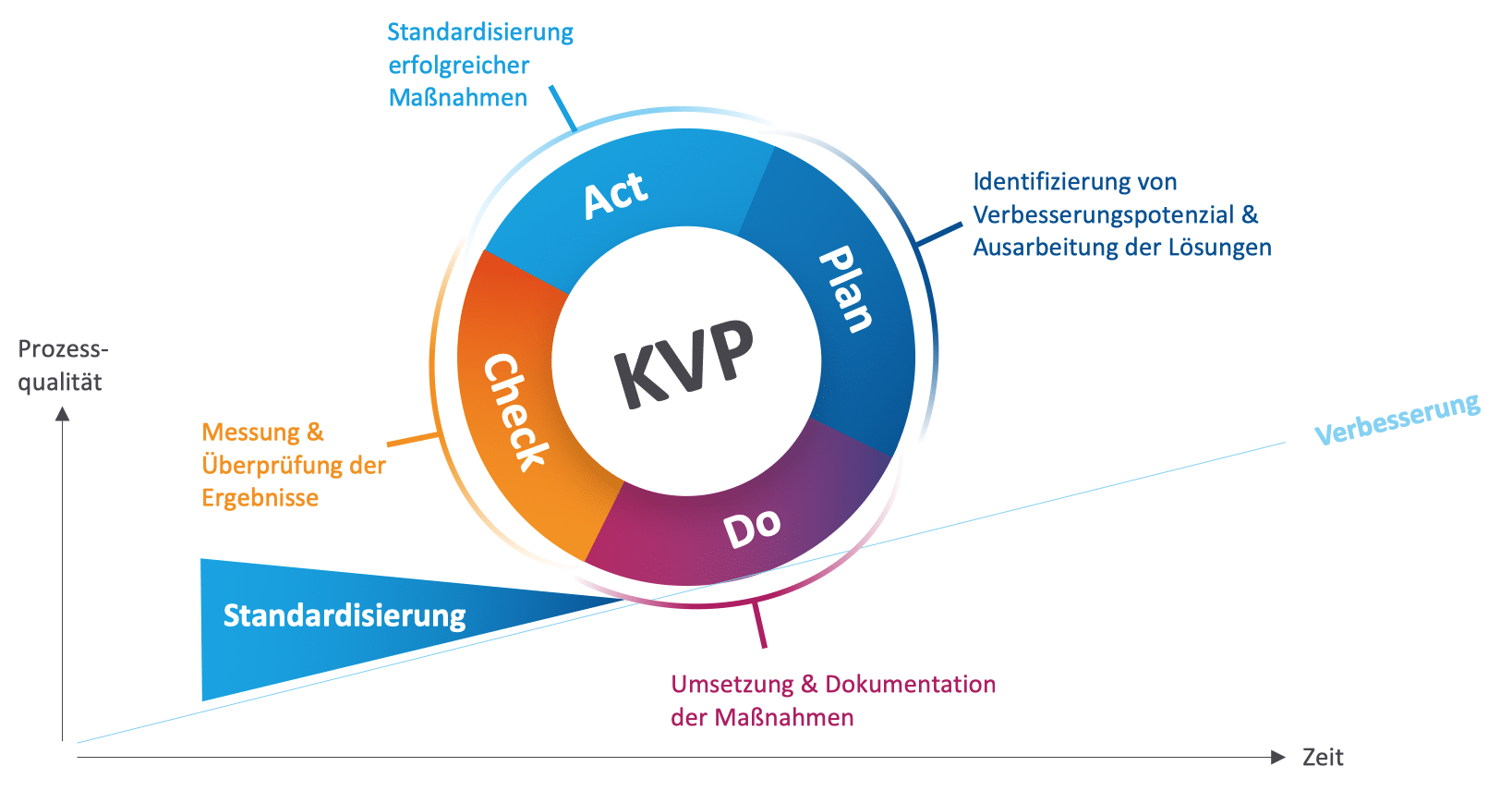
In order to solve problems permanently, it is essential to proceed systematically. It is important to use methods that are not complicated. The methods must be appropriate to the level of education of all employees. It is not enough to teach employees approaches to problem solving in the form of (just one) training session(s). Solving a problem independently is a learning process for employees that develops gradually. For the process of problem solving, one should use the PDCA cycle brought out by W. E. Deming. This is a continuous improvement process with four recurring steps:
- Step 1: Planning phase (plan).
- Step 2: Apply or test the solution (do).
- Step 3: Check or evaluate possible improvement measures (check).
- Step 4: Evaluate learning successes, and take action (act)
The Continuous Improvement Process (CIP) as the engine of Shopfloor Management.
CIP is a basic prerequisite for shop floor management in order to bring about a lean culture in the company. Originally, the CIP comes from the Japanese. There it is known under the term Kaizen. Kaizen is made up of the words kai=change and zen=the good. Everything is to be changed for the better, which is ultimately reflected in processes.
Ultimately, implementing a lean culture should lead to a change in thinking among employees as well as managers, because lean culture is a completely different way of thinking in contrast to our Western culture. Ultimately, the company should constantly learn through continuous improvement while at the same time measuring the methods used.
What are the advantages of Shop floor Management for companies?
When implementing a culture of continuous improvement, the following benefits and advantages arise for companies:
- If something deviates from the planned process, it is possible to react more quickly
- Resources are used optimally
- Sustainable planning and control
- Optimization potential and results are recognized and the data presented more clearly
- Significantly more accurate data and transparency of target/actual states and trends
- Better communication within the team and greater self-discipline
What problems can occur with shop floor management?
Where there is a lot of light, there is naturally also shadow, and this is also the case with Shopfloor Management. At the same time, the continuous improvement process creates new challenges for companies to which they must adapt. For example, management and employees must work together optimally. Since this is often not the case, however, this remains a major challenge for employees and management. Shopfloor management must not be used for control purposes. Rather, communication between management and employees should be promoted or improved. Another danger is that divisional thinking can occur. Too tight a schedule can also be an obstacle to shopfloor management operations.
Lean Management as part of Shopfloor Management
Lean Production and Lean Management originated in Japan. The Toyota production system conquered the world in the 1980s. The goal is production without waste – accurate to demand, efficient, without errors, and as exact as possible, an ideal that cannot be achieved in reality. Therefore, continuous improvement is strived for, in the certainty that there is always room for optimization. The core theme of both lean manufacturing and management is to focus on the customer and to reduce costs. This involves looking at where there is potential for waste in order to subsequently eliminate it. All types of waste along the value chain are to be eliminated by lean management. Lean management emerged from lean production and encompasses the entire value chain in the sense of continuous process optimization.
Implementation is based on five principles:
Problems with implementation can be traditional thinking and working structures, but also a lack of team skills or role-based problems on the part of managers, to name a few factors. However, the trend in productivity in recent years shows that lean concepts work not only in the automotive industry, but also in other sectors.
The bottom line is that only when lean management applies a precise definition of processes, description of interfaces, and early response to errors can high-quality products be produced.
Learn more from our blog how Lean Transformation can work for your company.
Do you want to know more about this topic or our products?
We will be happy to answer any open questions.